

 English
English Español
Español عربى
عربى
How do you protect mooring rope from wear?
Content
- 1 The Direct Answer: How to Protect Mooring Rope from Wear
- 2 Understanding What Causes Mooring Rope to Wear Down
- 3 Chafe Protection Products and How to Use Them
- 4 Choosing the Right Mooring Rope Material to Minimize Wear
- 5 Rope Layout and Mooring Configuration to Reduce Wear
- 6 Regular Inspection: What to Look for and When
- 7 Cleaning and Storing Mooring Rope to Extend Its Service Life
- 8 Protecting Mooring Rope at the Eye Splice and Terminations
- 9 Environmental Factors That Accelerate Mooring Rope Wear
- 10 Common Mistakes That Shorten Mooring Rope Life
- 11 Summary: A Practical Checklist for Mooring Rope Protection
The Direct Answer: How to Protect Mooring Rope from Wear
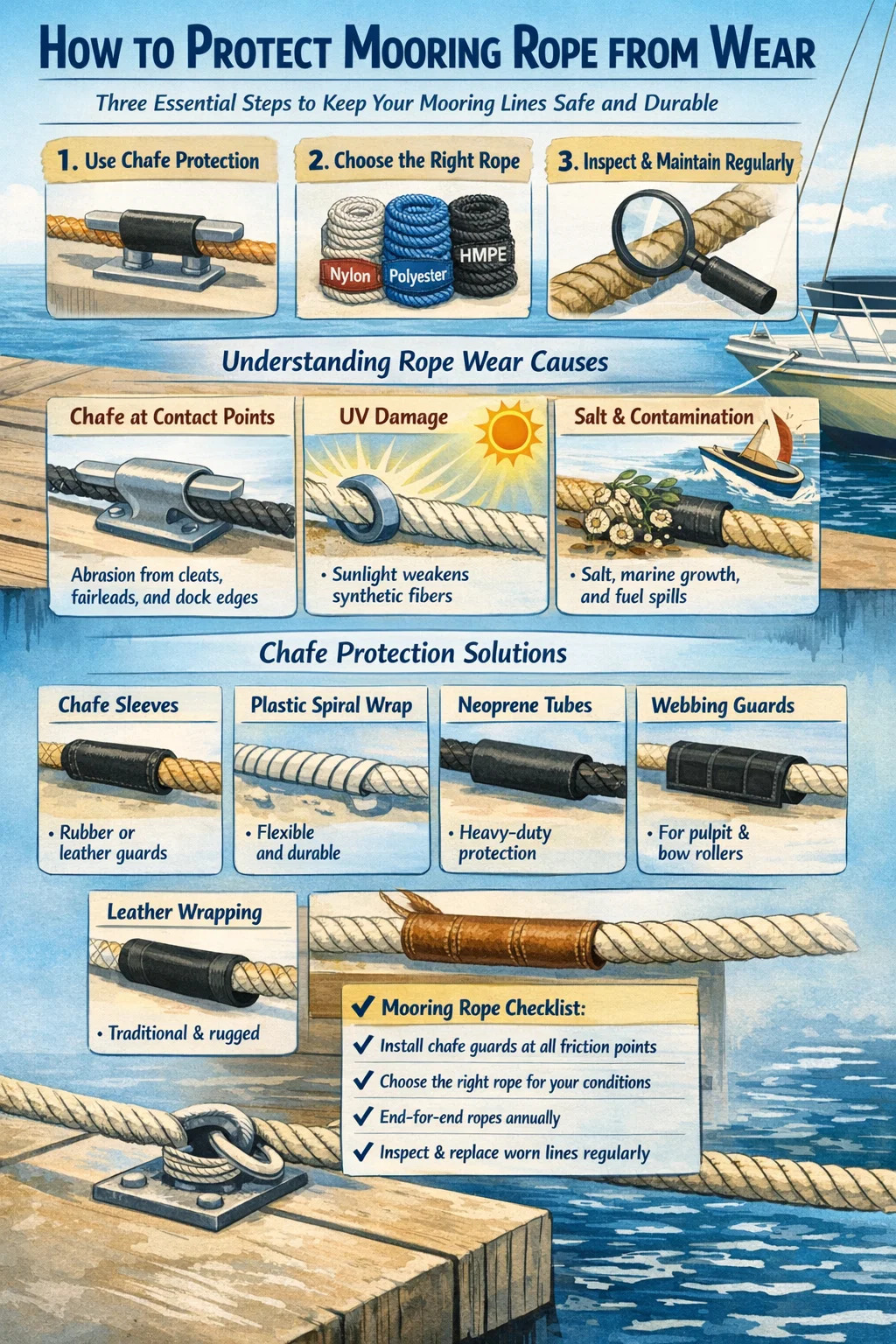
Protecting mooring rope from wear comes down to three core actions: using chafe protection at all contact points, selecting the right rope material for your environment, and performing regular inspection and maintenance. Chafe — the mechanical abrasion caused by a rope rubbing against cleats, fairleads, dock edges, or itself — is responsible for the majority of mooring rope failures. A rope that might otherwise last five to seven years under normal tension can be rendered unsafe in a matter of weeks if left unprotected at a single friction point.
The solution is not complicated, but it does require consistency. Installing chafe guards, repositioning lines periodically, keeping ropes clean, and storing them correctly when not in use are the foundational habits that separate a well-maintained mooring setup from a dangerous one. The sections below go into each of these areas in detail, with specific product types, measurement guidance, and real-world examples.
Understanding What Causes Mooring Rope to Wear Down
Before selecting a protection method, it helps to understand exactly what is degrading the rope. Wear on mooring lines is caused by several distinct mechanisms, and each one requires a slightly different response.
Chafe from Fixed Contact Points
This is the most destructive form of wear. Every time a vessel moves with tidal changes, wind, or wake from passing boats, the mooring rope slides across whatever surface it is resting against — a dock cleat, a piling, a metal fairlead, or a rough concrete edge. Over time, this repeated micro-movement cuts into the rope's outer braid. A study of failed mooring lines by a European marine safety organization found that over 60% of line failures could be traced back to a single unprotected chafe point, most commonly where the rope passed through or over a metal fitting.
UV Degradation
Ultraviolet radiation breaks down the polymer chains in synthetic rope fibers. Nylon, which is the most commonly used material for mooring lines due to its elasticity and shock-absorption, can lose up to 30–40% of its tensile strength after prolonged UV exposure without any physical abrasion at all. Polypropylene ropes are even more vulnerable — degradation can begin within a single season in sunny climates. High-quality ropes often include UV stabilizers in the fiber manufacturing process, but these additives only slow the process, not stop it.
Chemical and Biological Attack
Saltwater, marine growth, fuel spills, and cleaning chemicals all contribute to fiber degradation. Barnacles and mussels that accumulate on the submerged section of a mooring rope introduce sharp edges that act like sandpaper from within. Salt crystals, if allowed to dry inside the rope's core, can cut individual fibers over time. Diesel and hydraulic fluid contamination weakens the fiber matrix and, in some synthetic materials, causes visible swelling and softening.
Fatigue from Cyclic Loading
Mooring ropes are not loaded once and left static. Every wave, gust of wind, and change in tide applies a loading cycle to the line. Over thousands of cycles, even at loads well below the rope's maximum rated capacity, internal fiber fatigue accumulates. This is particularly problematic for ropes with a very low elasticity, such as polyester or HMPE (high-modulus polyethylene), which transmit shock loads directly to the fibers rather than absorbing them.
Chafe Protection Products and How to Use Them
Chafe protection is available in many forms, and the right choice depends on the contact point geometry, the rope diameter, and the expected duration of mooring. Below is a breakdown of the most commonly used types.
| Protection Type | Best Used For | Typical Lifespan | Notes |
|---|---|---|---|
| Chafe sleeve (rubber or leather) | Cleats, fairleads, dock edges | 1–3 seasons | Easy to fit; check positioning regularly |
| Plastic spiral wrap | Long runs over rough surfaces | 2–4 seasons | Allows water drainage; lightweight |
| Neoprene tube | Permanent mooring setups | 3–5 seasons | Durable; can trap moisture if sealed |
| Webbing chafe guard | Bow rollers, pulpit rails | 1–2 seasons | Stitched in place; inspect stitching |
| Leather wrapping | Traditional rigs, anchor rodes | 2–3 seasons | Natural material; requires oiling |
How to Position Chafe Guards Correctly
A common mistake is to position the chafe sleeve at the exact point where the rope currently contacts the surface, without accounting for movement. As the tide rises and falls — in some tidal harbors this can be a range of 3 to 6 meters or more — the contact point on the rope shifts. If your chafe protection only covers a 30 cm section and the rope moves 50 cm across the dock edge during a tidal cycle, the guard accomplishes almost nothing.
The correct approach is to measure the total expected range of movement at each contact point and cover at least that length, plus an additional 20–25% as a buffer. In practice, this often means installing a chafe sleeve that is 60–90 cm long rather than the 20–30 cm sleeves that are commonly sold in chandleries.
Securing the Chafe Guard So It Does Not Slip
A chafe guard that slides along the rope is worse than no guard at all, because it concentrates wear at the edges of the sleeve. Secure both ends with whipping twine, cable ties rated for marine use, or purpose-made stainless steel clamps. For tube-style guards, a small seizing at each end using waxed polyester twine holds well and is easy to inspect. Check the securing arrangement every two to four weeks during active use.
Choosing the Right Mooring Rope Material to Minimize Wear
The material composition of a mooring line has a direct impact on how quickly it wears and how it responds to different types of damage. Not all ropes are equally suited to all mooring environments.
Nylon (Polyamide)
Nylon remains the most widely recommended material for mooring lines and for good reason. Its natural elasticity — it can stretch up to 15–25% of its length under load — acts as a built-in shock absorber, reducing peak loads on cleats, bollards, and the rope itself. This elasticity helps mooring lines survive cyclic loading from wave action and boat movement far better than low-stretch alternatives. Nylon also has good abrasion resistance relative to its weight and recovers reasonably well from repeated stress cycles.
Its main weakness is UV sensitivity and a tendency to absorb water, which reduces its strength when wet. A wet nylon rope can be approximately 10–15% weaker than the same rope when dry, which must be factored into sizing decisions.
Polyester
Polyester ropes are significantly more resistant to UV radiation than nylon and maintain their strength when wet. They are less elastic — typically stretching only 3–5% under working loads — which makes them suitable for situations where minimal movement is desired, such as alongside a dock with good fendering. However, this low elasticity means shock loads are transmitted directly through the line and into the vessel's fittings, which can accelerate wear at connection points and stress vessel cleats over time.
Polypropylene
Polypropylene is lightweight, floats on water, and is inexpensive. For temporary or occasional use, it is acceptable. For permanent or semi-permanent mooring applications, it is generally a poor choice. UV degradation is severe and rapid — polypropylene mooring lines can lose a significant portion of their strength within a single summer season in exposed locations. The rope also has low abrasion resistance and tends to become stiff and brittle as it ages.
HMPE (Dyneema / Spectra)
High-modulus polyethylene ropes offer exceptional strength-to-weight ratios and outstanding UV resistance. They are used in commercial shipping and offshore mooring systems where precise load management is critical. However, their extremely low stretch — less than 1–2% at working loads — makes them unsuitable as standalone mooring lines for recreational vessels without the addition of a nylon spring or shock absorber in the mooring system. HMPE also has a tendency to creep (permanently elongate) under sustained high loads and has poor knot strength — standard knots reduce breaking strength by up to 50%.
Rope Layout and Mooring Configuration to Reduce Wear
How a mooring rope is led from the vessel to the dock or buoy has a significant effect on how quickly it wears. Poor lead angles create excessive friction at contact points; inadequate spring lines allow surge that accelerates chafe; incorrect rope sizing results in overloading that shortens rope life.
Lead Angles at Fairleads and Chocks
A mooring rope that exits a fairlead at a sharp angle — more than about 15–20 degrees from straight — experiences concentrated friction on the edge of the fitting. At 30 degrees of deflection, the contact pressure on the rope at that point increases substantially compared to a straight lead. Where possible, lead mooring lines so that they exit through the fairlead with the minimum practical deflection angle. If a sharp angle is unavoidable, use a roller fairlead rather than a fixed chock, and ensure the roller is appropriately sized for the rope diameter — a roller that is too narrow will pinch the rope rather than support it.
Spring Lines: Why They Matter for Rope Longevity
A mooring arrangement that includes proper bow, stern, and spring lines distributes vessel movement across multiple lines. Without spring lines, the fore and aft lines must resist all longitudinal surge, meaning they are constantly loaded and relieved as the vessel moves back and forth. This cyclic loading dramatically accelerates wear and fatigue. Correctly rigged spring lines (one leading forward from the aft cleat, one leading aft from the forward cleat) significantly reduce the motion of the vessel and thus the movement of all lines across their contact points.
In exposed berths where surge is significant, doubling up the mooring lines — using two lines in parallel for the bow and stern — halves the load on each individual line and reduces the rate at which each one wears.
Rope Sizing: Bigger Is Not Always Better, But Undersized Is Always Worse
An undersized mooring rope is under continuous high load relative to its rated strength, accelerating both fatigue and chafe damage. As a general rule, mooring lines should be selected so that normal working loads do not exceed 10–15% of the rope's minimum breaking load. This leaves substantial reserve capacity for storm conditions and accounts for the strength reduction caused by knots, terminations, and aging.
For a 10-meter sailing vessel, a 16 mm nylon three-strand or braid-on-braid rope is a commonly cited minimum for main mooring lines. A 12-meter cruising yacht in an exposed berth might warrant 20 mm lines. Commercial guidelines for working vessels specify minimum rope diameters based on vessel displacement and intended mooring conditions, and these published tables are a reliable starting point.
Regular Inspection: What to Look for and When
No amount of protection will substitute for a consistent inspection routine. The purpose of inspection is to identify wear before it progresses to the point of failure — and to confirm that protective measures are still correctly positioned and functioning.
How Often to Inspect
- After any storm or period of unusually strong wind or swell: inspect all mooring lines and chafe protection immediately.
- Every two weeks during active mooring season: check chafe guard position and condition, inspect the outer braid at all contact points.
- Monthly: run the entire length of each mooring rope through your hands, feeling for hard spots, soft spots, flattened sections, or stiff areas that may indicate internal damage.
- Annually: conduct a full visual and tactile inspection of every mooring line from end to end. Record the condition and note any sections that have been repositioned since last season.
Signs That a Mooring Rope Should Be Replaced
- Visible fiber breakage on the outer braid — even a small number of broken outer fibers indicates the rope has been significantly weakened.
- Flatness or stiffness in a localized section of a braid-on-braid rope — this suggests internal fiber damage not visible from the outside.
- A reduction in diameter of more than 10% compared to the original specification at any point along the rope.
- Glazed or shiny surfaces at contact points — this indicates heat fusion of fibers from repeated high-friction contact, which significantly reduces strength.
- A chemical smell, oil contamination, or visible discoloration that suggests exposure to fuel or solvents.
- Any rope that has been in service for five or more years in a high-UV or high-salt environment should be considered for replacement regardless of apparent visual condition.
Cleaning and Storing Mooring Rope to Extend Its Service Life
Proper cleaning and storage are straightforward but frequently overlooked aspects of mooring rope care. Salt, grit, marine growth, and accumulated dirt all act as abrasives that grind away at fibers from the inside of the rope as it flexes.
Washing Mooring Lines
Rinse mooring lines with fresh water at the end of each sailing season, or more frequently if the vessel is moored in a particularly dirty or saline environment. For ropes with heavy fouling, a mild detergent diluted in fresh water — not bleach, which degrades synthetic fibers — and a soft brush to work the cleaning solution into the braid is effective. After washing, rinse thoroughly and allow to dry completely in a shaded location before coiling and storing. Storing a damp rope in a sealed bag or locker encourages mold growth and chemical degradation.
Storage Conditions
Store mooring ropes coiled (not kinked), in a dry location away from direct sunlight. UV radiation continues to degrade rope even when it is not in use. A rope stored in a transparent bag on a sunny deck will experience significant UV damage within a single summer. Opaque rope bags, storage lockers, or purpose-made rope bins are appropriate. Avoid storing ropes near fuel, solvents, batteries (which can emit corrosive gases), or sharp metal objects.
End-for-Ending: A Simple Technique to Double Rope Life
For mooring lines that are used in the same configuration repeatedly, the same sections of rope experience continuous chafe at the same points. End-for-ending — reversing the rope so that the previously shore-end becomes the vessel-end — moves the worn sections away from the contact points and brings fresh rope sections into the high-wear zones. This simple technique can effectively double the working life of a mooring line with no additional cost. It should be done annually, or more frequently if one end shows noticeably more wear than the other.
Protecting Mooring Rope at the Eye Splice and Terminations
The termination points of a mooring rope — the eye splices, thimbles, and knot ends — are among the highest-wear locations on any line. The eye of the rope rests on the bollard or cleat, where it is under both tension and surface contact simultaneously.
Using Thimbles in Eye Splices
A stainless steel or galvanized thimble fitted inside the eye of an eye splice protects the rope from direct contact with a metal cleat or bollard. The thimble bears the abrasion rather than the rope fibers. For most mooring applications, a heavy-duty marine thimble rated for the rope diameter is a worthwhile investment. A rope eye splice without a thimble will chafe through at the crown of the eye many times faster than one properly fitted with a thimble — particularly on a round galvanized bollard, where the contact surface is very small and the local pressure is high.
Whipping and Seizing at Cut Ends
The cut ends of braided and laid ropes must be properly finished to prevent unlaying, which exposes internal fibers and greatly accelerates wear. Heat-sealing with a flame is appropriate for purely synthetic ropes as a quick field fix, but a proper whipping using waxed polyester twine or a sewn whipping provides more durable and reliable protection. A neat whipping extending approximately 10 times the rope's diameter back from the cut end is the traditional guideline.
Environmental Factors That Accelerate Mooring Rope Wear
The environment in which the mooring rope operates has a substantial influence on its rate of wear. Understanding local conditions helps in choosing the right protection strategy.
High-Tidal-Range Locations
In locations with tidal ranges exceeding 3 meters — such as parts of the English Channel, the Bay of Fundy, and many Australian coastal harbors — the contact point on a dock edge or pilings shifts significantly over each tidal cycle. Mooring ropes in these locations require longer chafe sleeves and benefit from roller fittings or smooth-edged rubbing strakes on the dock structure. Lines should also be long enough so that they never become vertical at high tide, as a vertical mooring line under load has no catenary to absorb movement.
Marinas with Heavy Boat Traffic
Boat wake from passing vessels creates continuous low-amplitude movement in moored vessels. In a busy commercial or ferry marina, this movement can occur dozens or hundreds of times per day. The cumulative effect on mooring rope chafe is significant. Boats in these locations benefit from using mooring lines with slightly more elasticity than usual (to absorb movement) and from more frequent inspection and repositioning of chafe guards.
Tropical and High-UV Environments
In tropical latitudes, UV intensity is significantly higher than in temperate zones, and ropes degrade correspondingly faster. Vessels moored in the Caribbean, Southeast Asia, or the Pacific islands should plan on replacing mooring lines more frequently — every two to three years rather than every five — and should prioritize UV-stabilized rope materials. Covering lines with UV-protective sleeves even when not at a contact point is a reasonable precaution in these environments.
Common Mistakes That Shorten Mooring Rope Life
Even experienced mariners sometimes make preventable errors that accelerate rope wear. The following are among the most frequently observed.
- Using the wrong rope for the application. Running a low-stretch polyester line directly to a cleat without any shock-absorbing element in a surging berth is a reliable way to destroy both the rope and the cleat fittings.
- Tying knots instead of splicing. A bowline reduces nylon rope strength by approximately 40–50%, and it concentrates wear at the knot. An eye splice, by contrast, retains 85–95% of the rope's breaking strength when done correctly, and distributes load across the splice uniformly.
- Neglecting to reposition lines. Leaving a rope in exactly the same position for months means that the same few centimeters of fiber experience all the chafe. Shifting the rope by 30–40 cm at regular intervals spreads the wear.
- Using a rope that is too short. A short mooring line must adopt steep angles to reach the dock fittings, increasing friction at contact points and reducing the system's ability to absorb surge and swell.
- Overlooking the effect of dock condition. Rough concrete pilings, rusty steel bollards, and splintered timber dock edges all act as abrasives. Smoothing or padding these surfaces with sacrificial rubber or HDPE edging protects both the rope and any subsequent boats moored there.
- Storing ropes without cleaning them. Grit and salt left in the rope structure during storage continue to work on the fibers mechanically and chemically throughout the off-season.
Summary: A Practical Checklist for Mooring Rope Protection
The following checklist consolidates the key actions discussed above. Use it at the start and end of each mooring season, and after any significant weather event.
- Identify every contact point where the mooring rope touches a fixed surface. Install or verify chafe protection at each point, with coverage extending beyond the expected range of tidal and surge movement.
- Confirm that all chafe guards are secured at both ends and cannot slide along the rope under load.
- Check that mooring rope material is appropriate for the UV exposure level and expected load type (shock-absorbing nylon for most recreational applications).
- Verify that rope sizing provides adequate safety margin — working loads should not exceed 10–15% of minimum breaking load under normal conditions.
- Ensure all mooring lines have a properly fitted eye splice with a metal thimble at the shore end.
- Lead lines so that they exit through fairleads and chocks at the minimum practical deflection angle.
- Include properly set spring lines in the mooring arrangement to reduce vessel surge.
- At least once per season, end-for-end each mooring line to shift wear patterns.
- Wash all mooring ropes in fresh water before winter storage. Dry thoroughly before coiling and stowing in a shaded, dry location.
- Replace any rope showing visible fiber damage, glazed sections, local diameter reduction, contamination, or more than five years of service in a demanding environment.
Mooring rope is a safety-critical component. The cost of replacing a worn line before it fails is a small fraction of the cost — financial and physical — of a vessel breaking free at its berth. With the right materials, correct installation of chafe protection, and consistent maintenance habits, most mooring ropes will give reliable, low-risk service for many years.
Related Products
-
 View More
View More
3-Strand Polypropylene Mono-filament Mooring Rope / Line
-
 View More
View More
3-Strand Polypropylene Multi-Filament Hawser Mooring Rope / Line
-
 View More
View More
8-Strand Polypropylene Mono-filament Hawser Mooring Rope / Line
-
 View More
View More
8-Strand Polypropylene Multi-filament Mooring Rope / Line
-
 View More
View More
12-Strand Polypropylene Multi-filament Hawser Mooring Rope / Line
-
 View More
View More
Polypropylene Multi-filament Double Braided Hawser Mooring Rope / Line
-
 View More
View More
Polypropylene Multi-filament Reduced Recoil Mooring Rope / Line
-
 View More
View More
Polypropylene Multi-filament Mooring Tail
-
 View More
View More
3-Strand Polyester Mooring Rope / Line
-
 View More
View More
8-Strand Polyester Hawser Mooring Rope / Line
-
 View More
View More
12-Strand Polyester Mooring Rope / Line,Hawser
-
 View More
View More
Polyester Double Braided Hawser Mooring Rope / Line





